Getting to the Fret-boards 
This section deals with building custom fret-boards for finely crafted guitars.
Below is a Brazilian rosewood fret-board in the router skimmer, being flattened and and brought down to final thickness. 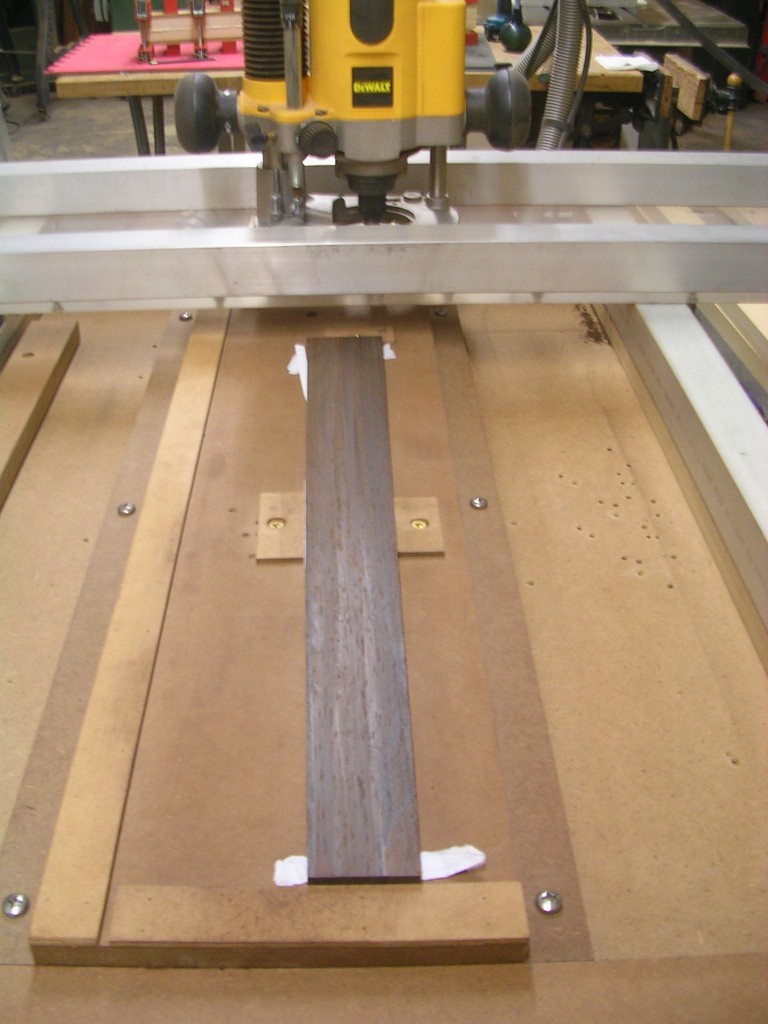 Here is the same board getting slotted for frets on the table saw with the fret slotting jig.
Here is the same board getting slotted for frets on the table saw with the fret slotting jig. 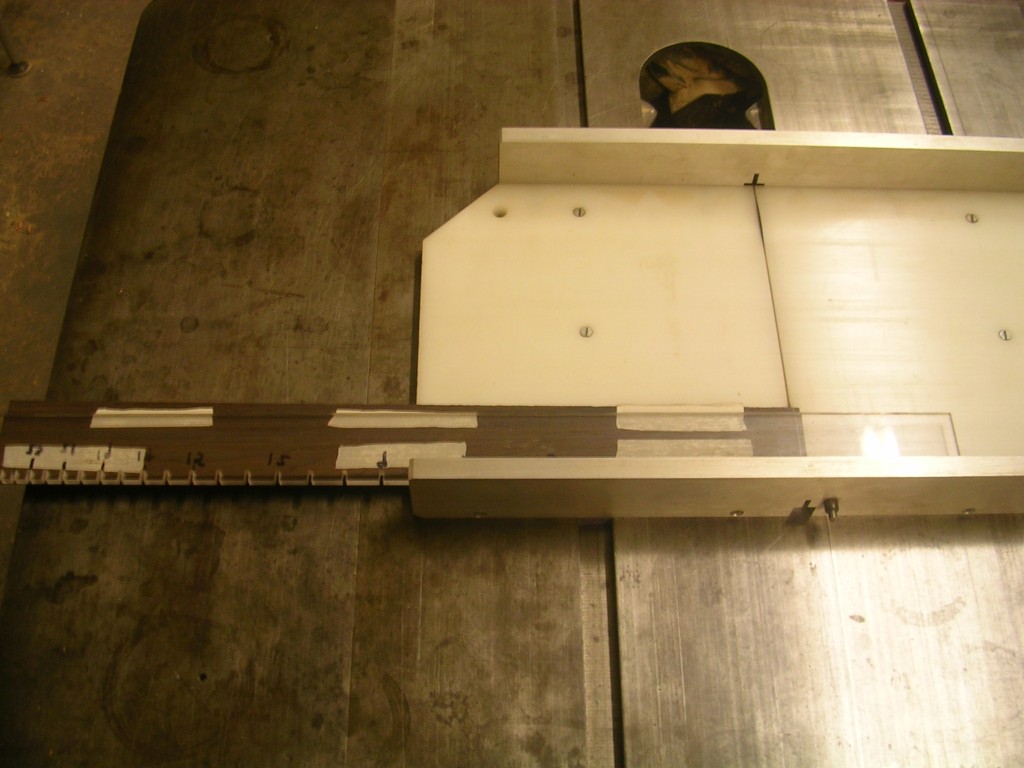 Here are the fretboards, slotted, cut to size and bound. The methods for binding will be covered in the neck building section. These boards are ready for inlay.
Here are the fretboards, slotted, cut to size and bound. The methods for binding will be covered in the neck building section. These boards are ready for inlay. 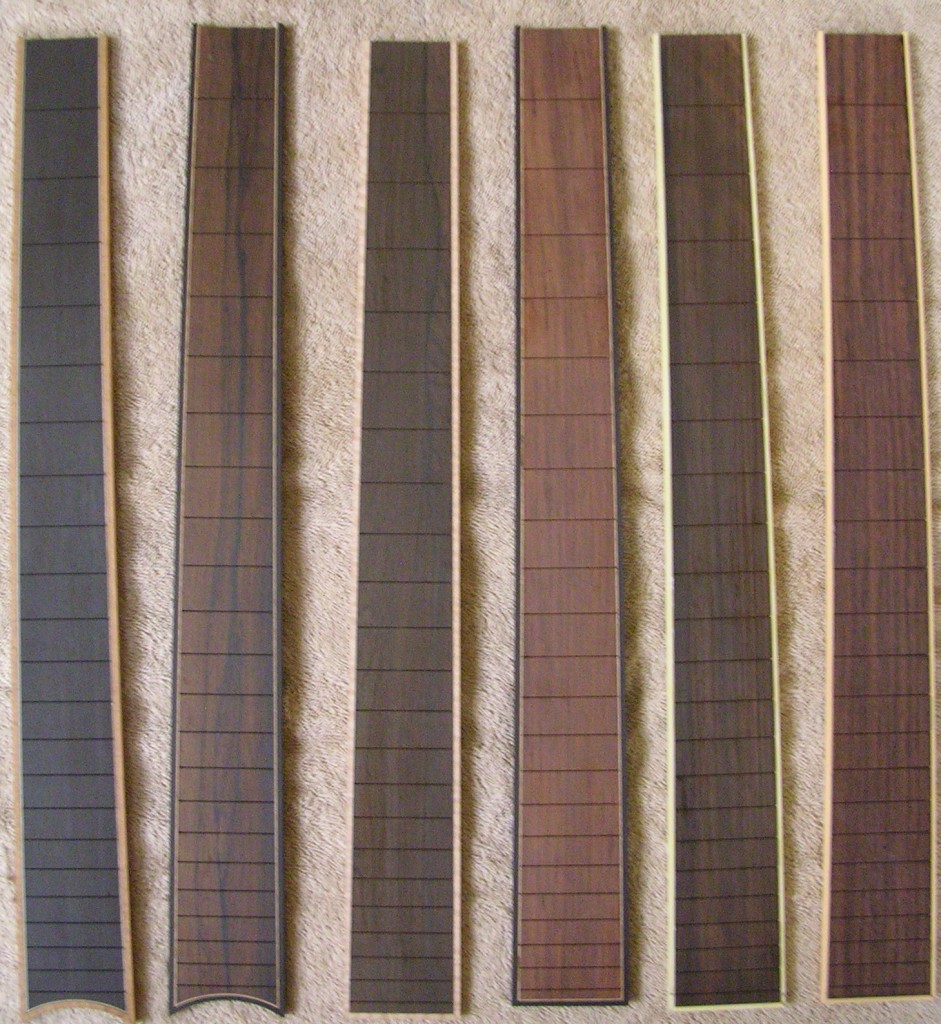 The inlay materials (in this case, mammoth ivory and MOP) have been slabbed and are ready to be cut. Here is a shot of mammoth ivory inlay blanks glued to the cutting board, along with the jig cradle and the diamond inlay cutting jig.
The inlay materials (in this case, mammoth ivory and MOP) have been slabbed and are ready to be cut. Here is a shot of mammoth ivory inlay blanks glued to the cutting board, along with the jig cradle and the diamond inlay cutting jig.  Here it is with the jig assembled, all ready to go. The cutting board locates in the cradle by means of pins and the Plexiglas template is screwed to the cradle.
Here it is with the jig assembled, all ready to go. The cutting board locates in the cradle by means of pins and the Plexiglas template is screwed to the cradle.  Here is a close up of the router. Here you can see the 3/16″ collet that will ride the edges of the cutting jig, creating the inlay pieces. Also note here the 2 vacuum ports and the blower port. The blower port is attached by means of surgical tubing to an aquarium style blower.
Here is a close up of the router. Here you can see the 3/16″ collet that will ride the edges of the cutting jig, creating the inlay pieces. Also note here the 2 vacuum ports and the blower port. The blower port is attached by means of surgical tubing to an aquarium style blower.




This gentle airstream blows right into the collet, keeping the collet from getting clogged with gooey rosewood dust and also acts as a coolant, extending bit life and giving cleaner results. The vacuum ports are attached by means of surgical tubing to a vacuum. This is obviously for removing dust from the extremely confined area, works great. An unexpected bonus here was that the vacuum ports also work as a hold down for the router. I can let go of the router at anytime whilst routing at full speed and the router stops dead and sits still with no ill effect. The hold down effect also steadies the router while routing, giving more consistent results.
Cutting Inlays for Woodworking

Here it is part way through the first pass. The first pass is done with the .040″ bit.  Here it it is after the second pass.
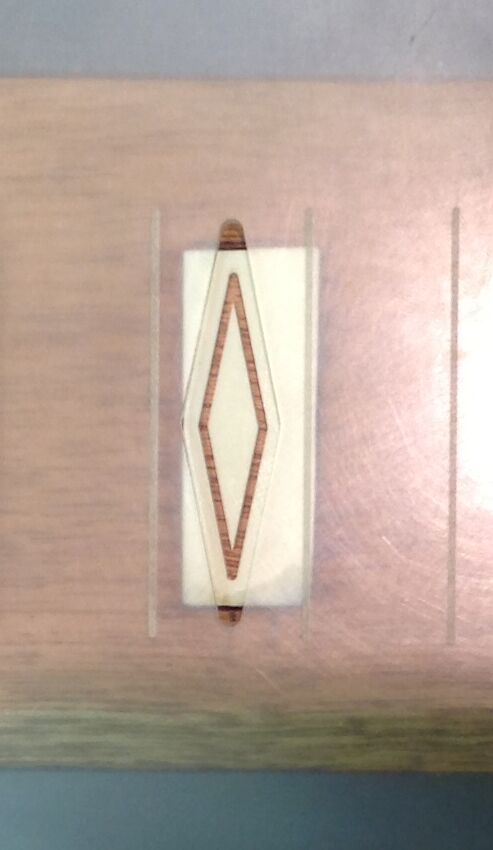
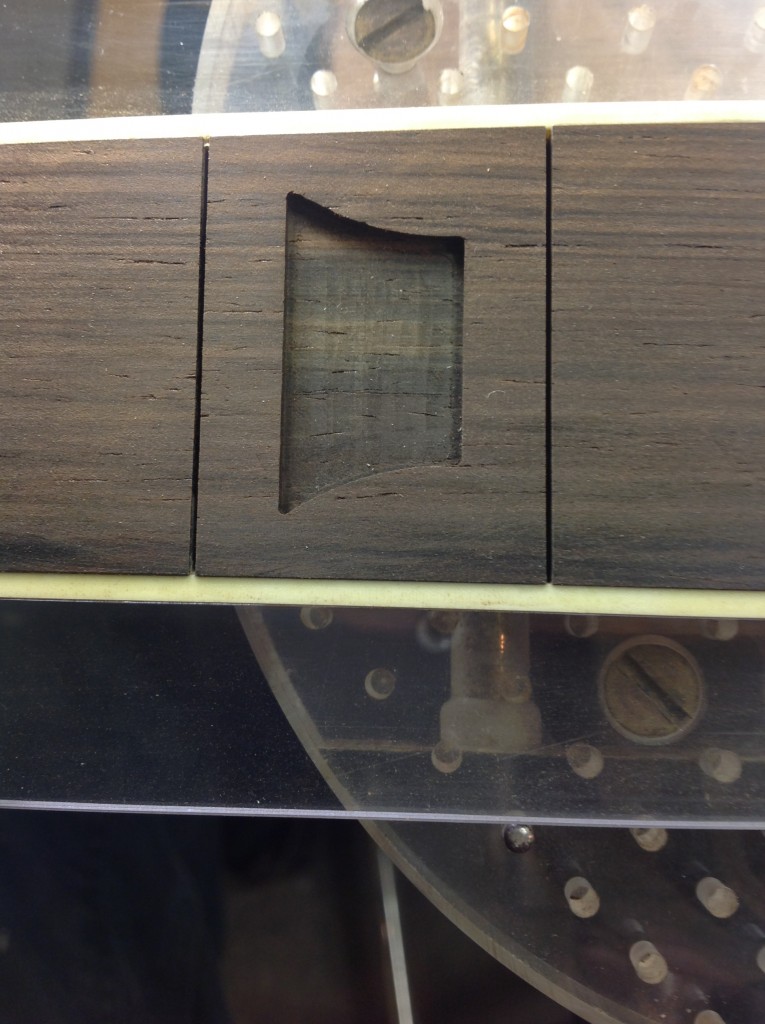
Here it it is after the second pass. 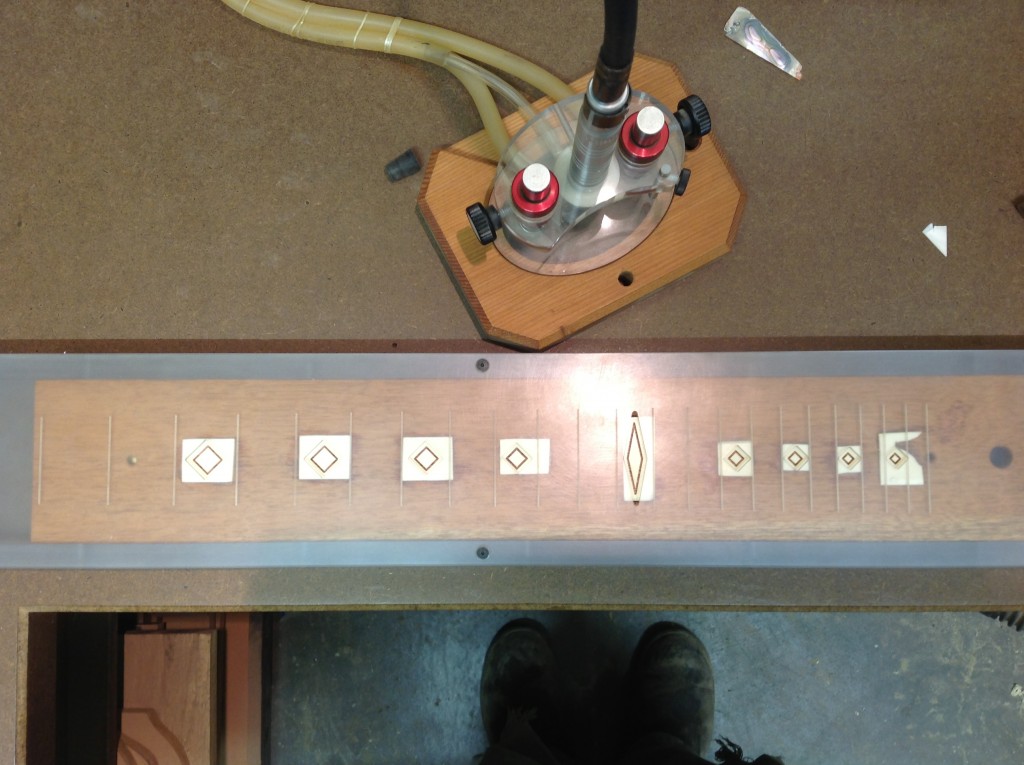 The second pass is done with the.045″ bit as a cleanup pass. This bit is a 4 flute bit cutting just .0025″ and leaves a remarkably clean edge for a hand operated tool. Below is a close up of the 12th fret inlay as a demonstration of this.
The second pass is done with the.045″ bit as a cleanup pass. This bit is a 4 flute bit cutting just .0025″ and leaves a remarkably clean edge for a hand operated tool. Below is a close up of the 12th fret inlay as a demonstration of this.
Here are trapezoid inlays being cut for a Certified 7. Same procedure here with a slightly slower feed rate for shell material, which is much harder.  Cutting complete.
Cutting complete. 
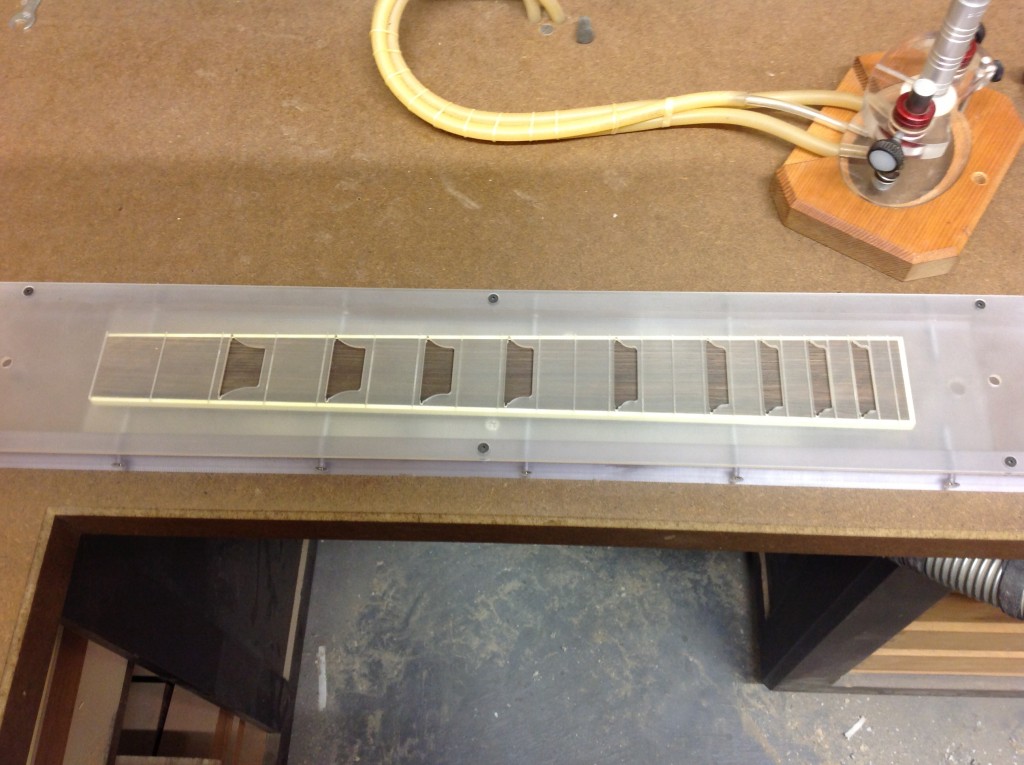
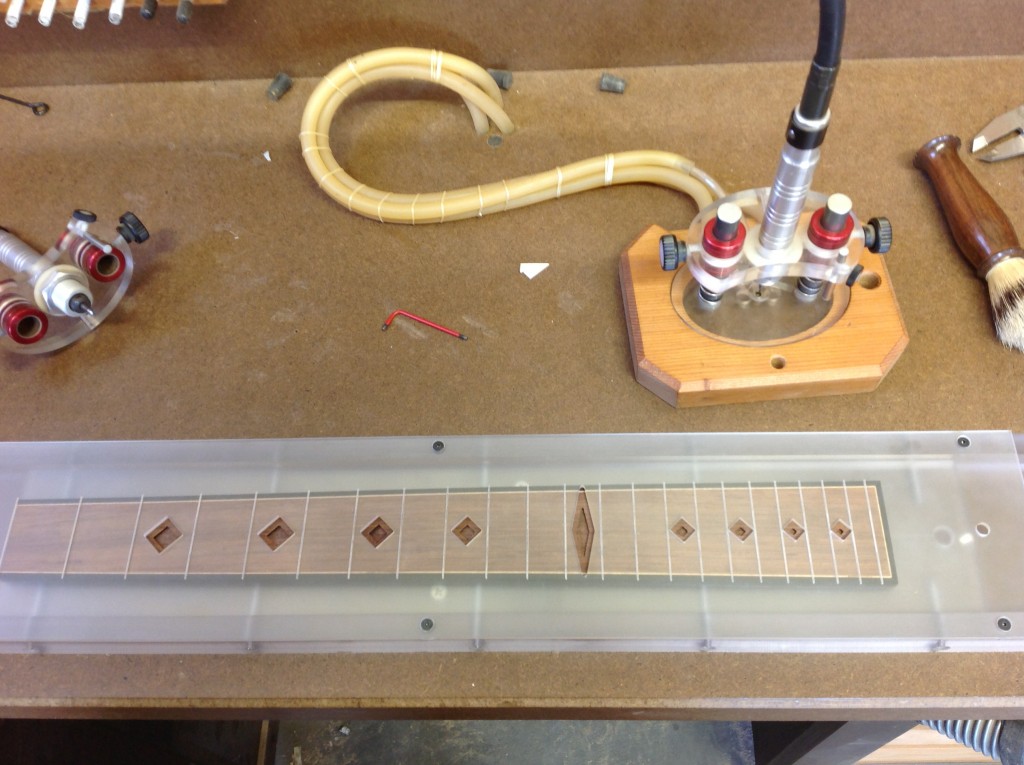
 Here’s the same jig used to cut the inlay pieces with a Brazilian Rosewood fretboard, 2-face taped to a plexiglass work board which locates with the same pins, ready to have the pockets cut for the inlay pieces.
Here’s the same jig used to cut the inlay pieces with a Brazilian Rosewood fretboard, 2-face taped to a plexiglass work board which locates with the same pins, ready to have the pockets cut for the inlay pieces. 
 I use the same template and the same router heads and bits to accomplish the pockets. The difference here is that I need to bring the path of the cutter in to account for the width of the bit. If I don’t do this the inlay would be swimming around in the pocket. This is accomplished by means of a secondary collet that slips over the primary collet which is fixed to the router base. In the photo below you can see the secondary collet which is made of bronze. I made several of these secondary collets in .001″ increments. Some species react differently to the cutting due to density and grain differences. You’d be surprised what a few thousandths difference will make.
I use the same template and the same router heads and bits to accomplish the pockets. The difference here is that I need to bring the path of the cutter in to account for the width of the bit. If I don’t do this the inlay would be swimming around in the pocket. This is accomplished by means of a secondary collet that slips over the primary collet which is fixed to the router base. In the photo below you can see the secondary collet which is made of bronze. I made several of these secondary collets in .001″ increments. Some species react differently to the cutting due to density and grain differences. You’d be surprised what a few thousandths difference will make.  Part way through first pass.
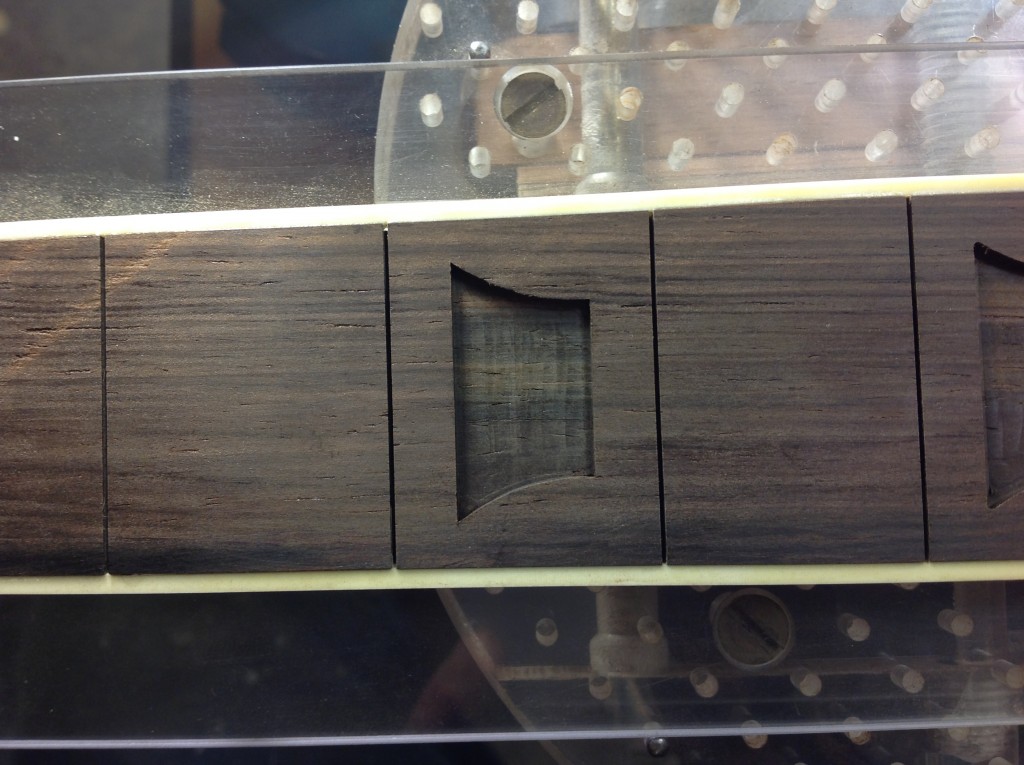
Part way through first pass. 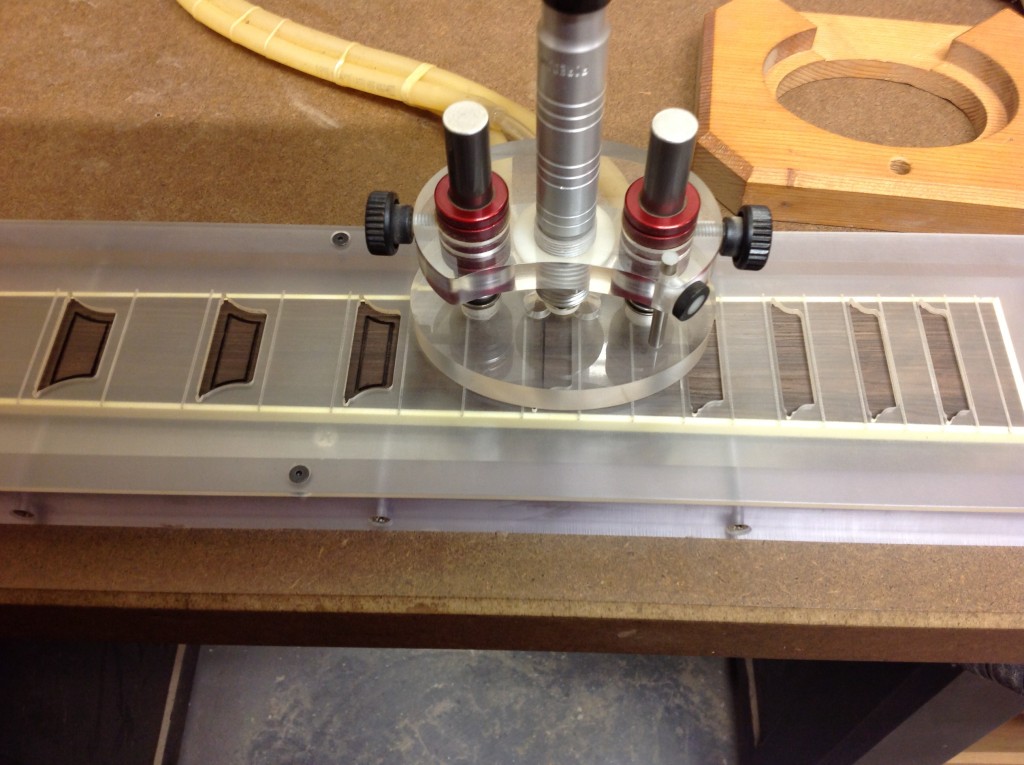 The second pass is again done with the .045″ bit, which is cutting only .0025″ of material, leaving an incredibly clean edge on the pocket. When the perimeter of the pockets are cut, I switch over to a different router setup to remove the remaining material. This router is equipped with a 1/8″ bit and a larger collet setup. This saves time and keeps the smaller cutters from breaking or dulling.
The second pass is again done with the .045″ bit, which is cutting only .0025″ of material, leaving an incredibly clean edge on the pocket. When the perimeter of the pockets are cut, I switch over to a different router setup to remove the remaining material. This router is equipped with a 1/8″ bit and a larger collet setup. This saves time and keeps the smaller cutters from breaking or dulling.  Here are the pockets all routed.
Here are the pockets all routed.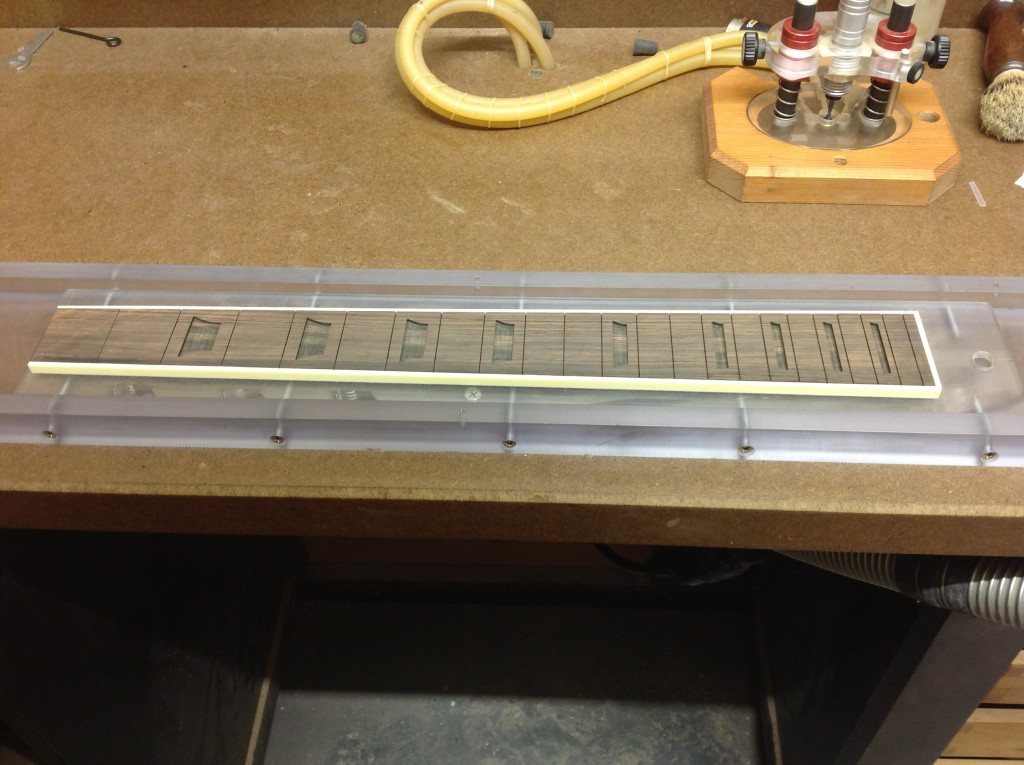 Here are some shots of a Madagascar rosewood fretboard getting the same treatment for mammoth ivory diamond inlays.
Here are some shots of a Madagascar rosewood fretboard getting the same treatment for mammoth ivory diamond inlays. 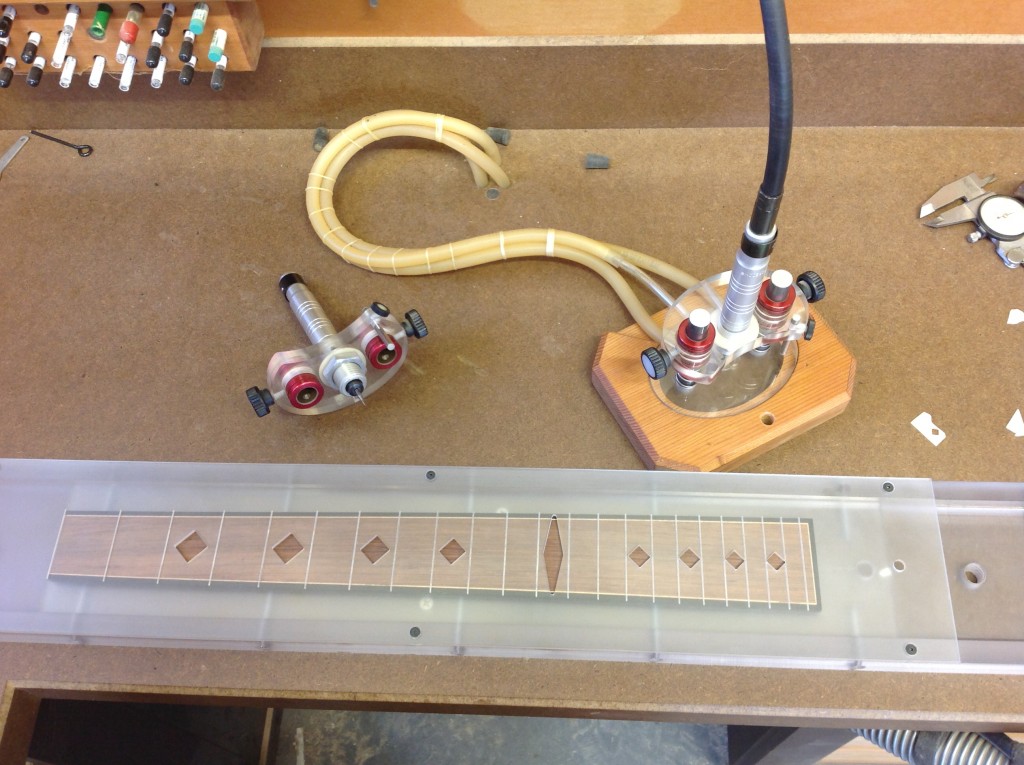
 Here they are after the pockets have been routed.
Here they are after the pockets have been routed. 

This method leaves me with a little hand work to sharpen the rounded corners left by the radius of the cutter. I do this with either a tiny chisel or a modified x-acto knife. Below are before and after shots of a 12th fret diamond and A 5th fret trapezoid inlay. 

 Here’s the lot. Routed, corners cleaned and ready for inlay.
Here’s the lot. Routed, corners cleaned and ready for inlay.  Here’s an example of how accurate this system is. Inlay piece installed, nice tight fit with gentle thumb pressure. This is a 7th fret inlay.
Here’s an example of how accurate this system is. Inlay piece installed, nice tight fit with gentle thumb pressure. This is a 7th fret inlay. 
Here are a few shots of a custom chocolate mammoth ivory 12th fret inlay. This design is too complicated to use the above system of templates and cutters, so it’s back to the old school on this one. The methods used here will be covered in the inlaying of the headstock logo in the neck building section. 

 Here’s the lot, inlayed and installed. Boards are ready to be radiused.
Here’s the lot, inlayed and installed. Boards are ready to be radiused.  Raidiusing fretboards. Here is my radiusing jig. On the right you can see the router attached to a sled with radiused runners. These runners create the radius by riding on the stainless steel rods that connect the 2 parts of the carriage seen on the left. The carriage snugly fits right over the jig cradle and slides up and down the length of the fretboard.
Raidiusing fretboards. Here is my radiusing jig. On the right you can see the router attached to a sled with radiused runners. These runners create the radius by riding on the stainless steel rods that connect the 2 parts of the carriage seen on the left. The carriage snugly fits right over the jig cradle and slides up and down the length of the fretboard. 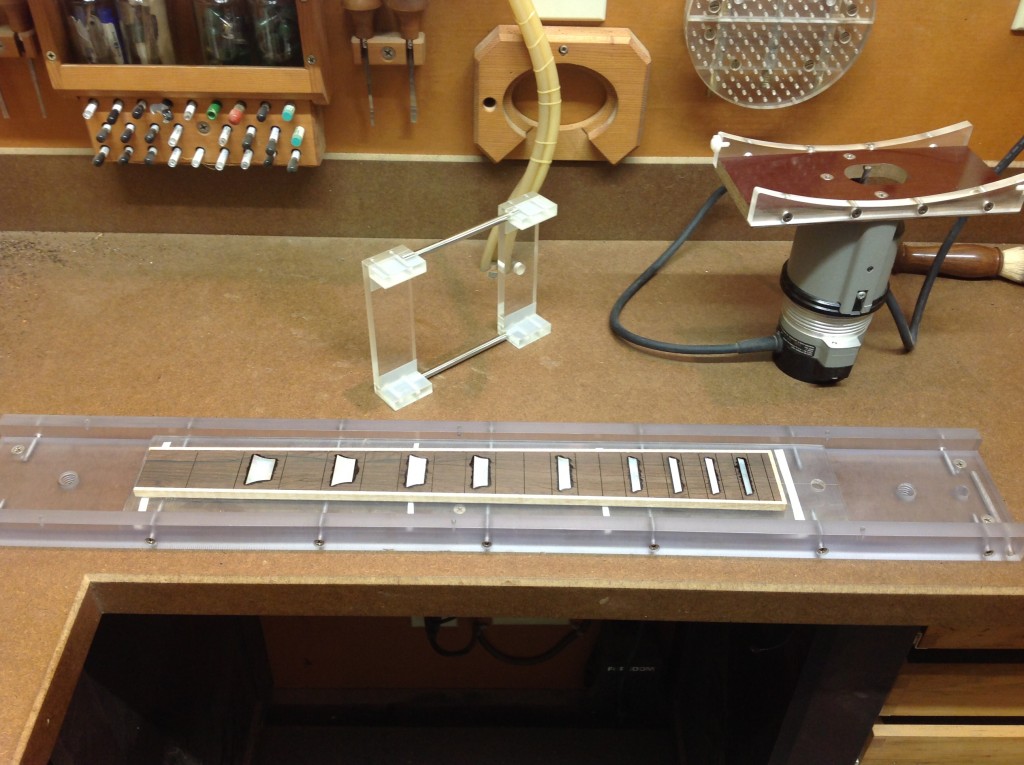 Here are all the parts of the jig ready to go. The router and sled are moved back to forward and back again to create the radius, and the carriage progresses from right to left one pass at a time.
Here are all the parts of the jig ready to go. The router and sled are moved back to forward and back again to create the radius, and the carriage progresses from right to left one pass at a time. 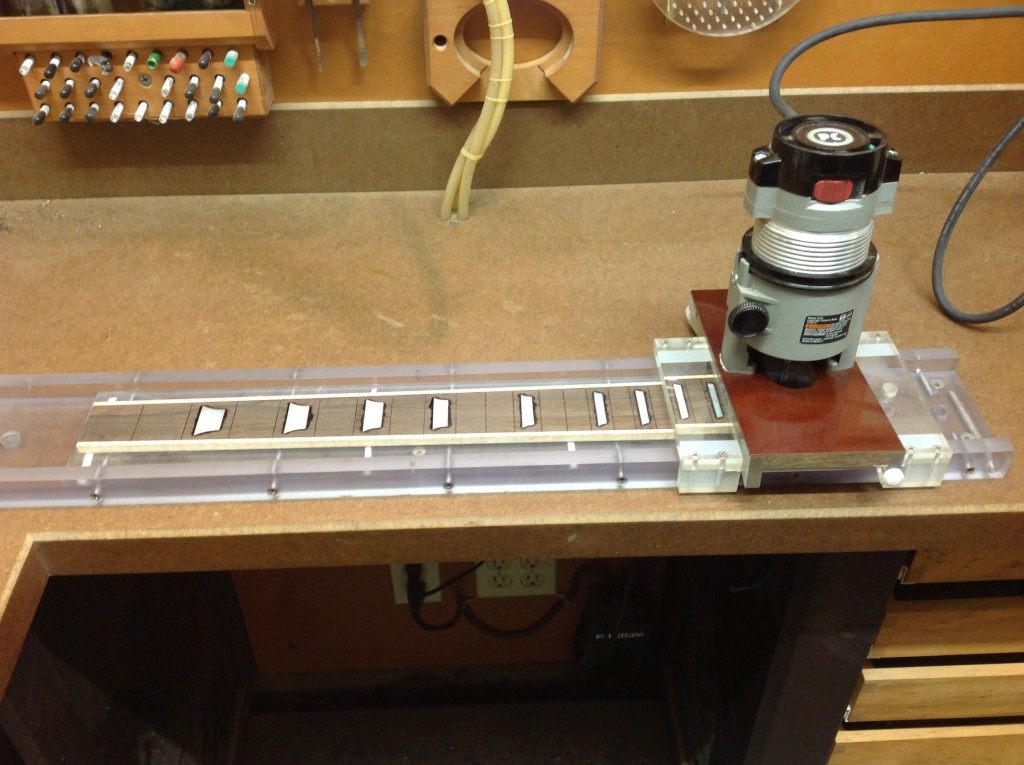 Here it is after the routing. I use a 1/4″ endmill for this operation. It works great for this and even hums right through the pearl with no effort when the bits are sharp.
Here it is after the routing. I use a 1/4″ endmill for this operation. It works great for this and even hums right through the pearl with no effort when the bits are sharp. 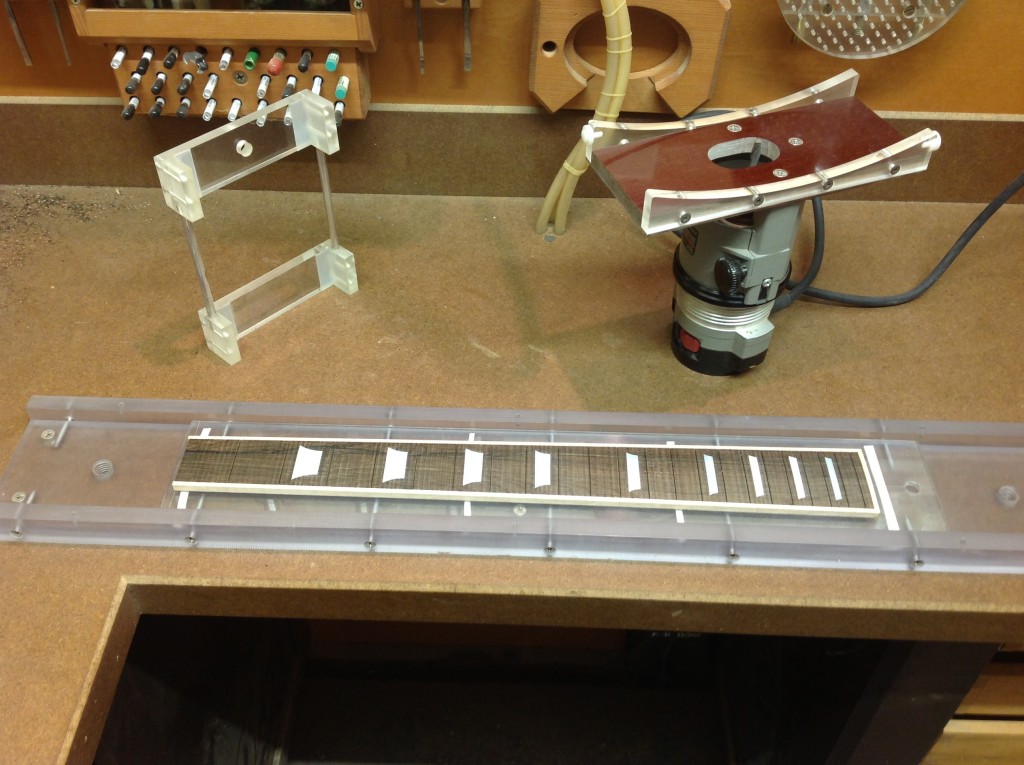 The lines that are visible now are not deep, but very shallow surface marks left by the physics of the endmill and how it shears the fibers of the wood. These will be sanded out in short order with the sanding block seen below equipped with 400 grit paper.
The lines that are visible now are not deep, but very shallow surface marks left by the physics of the endmill and how it shears the fibers of the wood. These will be sanded out in short order with the sanding block seen below equipped with 400 grit paper. 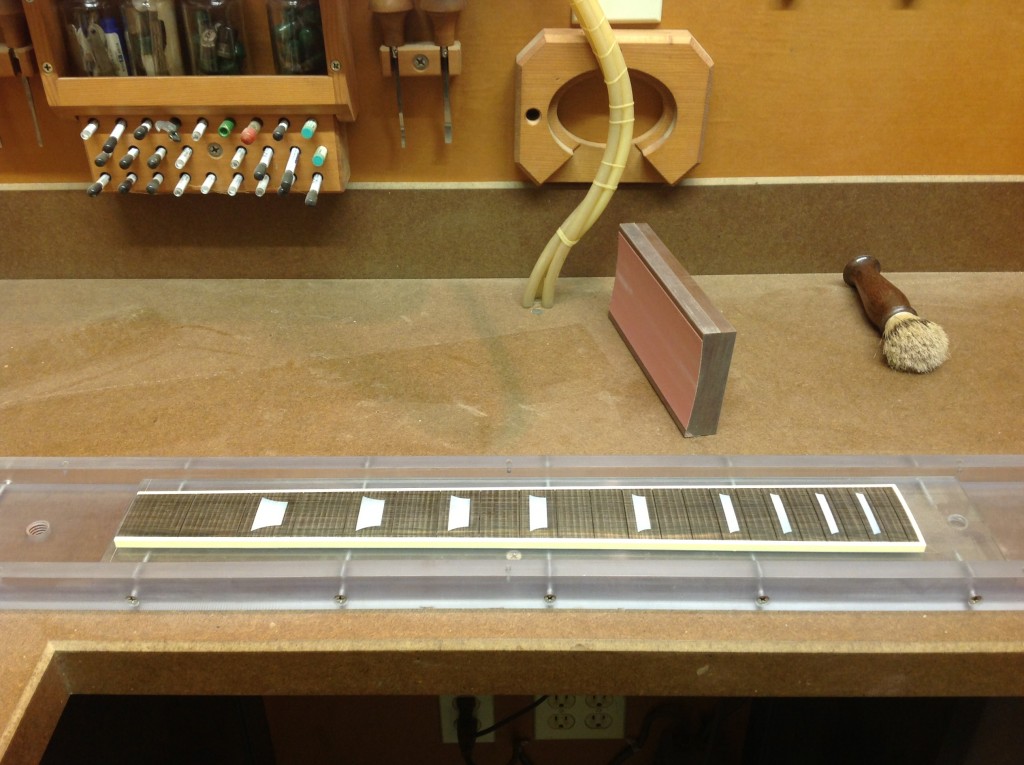 And there ya have it!
And there ya have it! 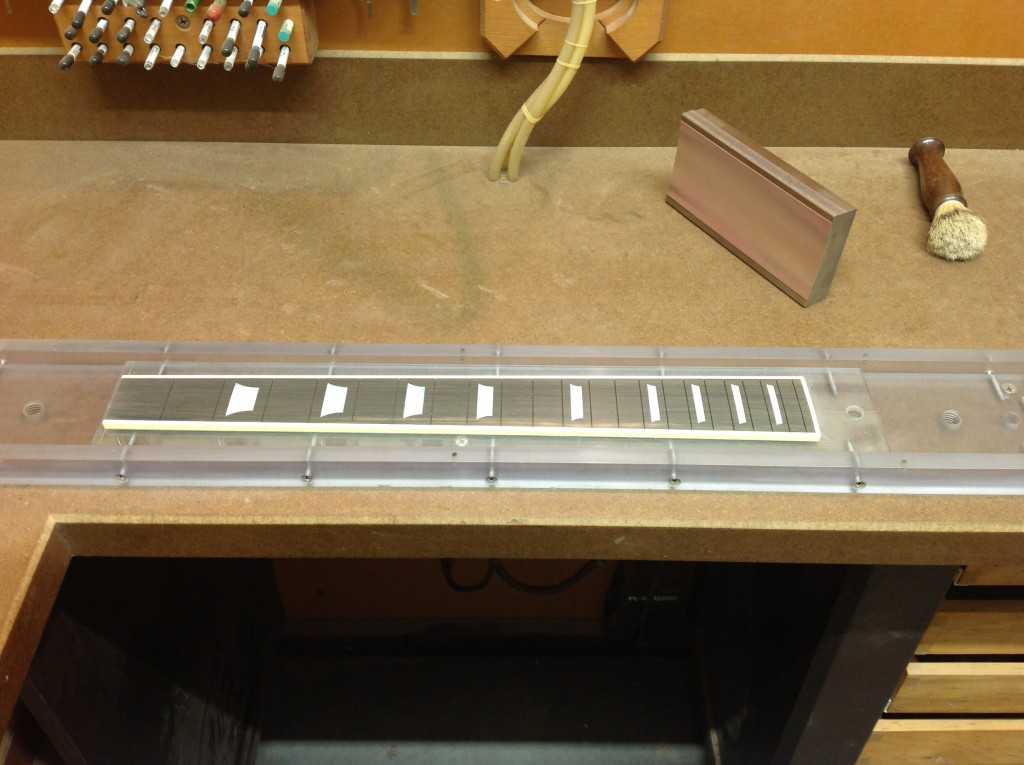 Here’s the lot, all sanded and ready for side dots.
Here’s the lot, all sanded and ready for side dots.  I buy MOP and abalone side dots, but I have to make mammoth ivory dots here in the shop. This is done on the milling machine with a rotary table.
I buy MOP and abalone side dots, but I have to make mammoth ivory dots here in the shop. This is done on the milling machine with a rotary table.  Here is my side dot drilling jig. Very simple. Just a piece of 3/8″ plexiglass with some well placed drill guide bushings. It lays on the lexan work board to establish the proper height. Atop the jig you can see the dots still glued to the backer wood from the cutting operation.
Here is my side dot drilling jig. Very simple. Just a piece of 3/8″ plexiglass with some well placed drill guide bushings. It lays on the lexan work board to establish the proper height. Atop the jig you can see the dots still glued to the backer wood from the cutting operation.  In the above photo you can see the 5/64″ brad point bit used to do the drilling and in the photo below you can see the clean holes the bit produces.
In the above photo you can see the 5/64″ brad point bit used to do the drilling and in the photo below you can see the clean holes the bit produces.  Here, the dots have been pressed in and glued.
Here, the dots have been pressed in and glued.  The fretboards are now removed from the lexan work boards. A little cleanup on the side dots and the boards are ready meet the necks!
The fretboards are now removed from the lexan work boards. A little cleanup on the side dots and the boards are ready meet the necks!  Rick Maguire
Rick Maguire
