Maguire Guitars Woodworking Shop Tour

Guitar Bodies – Tone Woods
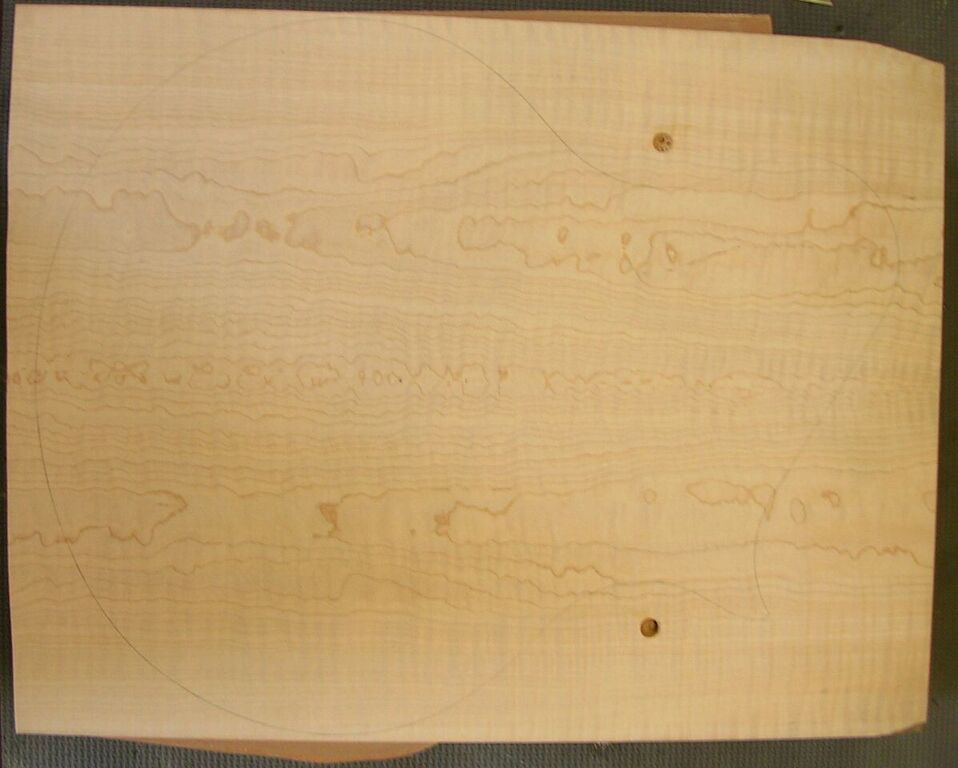
Here is a nice piece of old stock eastern maple. This piece will be resawn, book matched and surfaced.

Here it is, awaiting pairing with a one-piece slab of old stock Honduran mahogany. This one is for a Certified 7 so I use hot hide glue for the center seam.
This one is Ziricote.

This one is Tasmanian tiger myrtle.

Here is a piece of bubinga being surfaced on the skimmer.

This is a one-piece Spanish cedar back.
Here are the top and back before gluing. Note the wiring channels, they have been routed and coated with shielding paint. Easy to do now before glue up, next to impossible to do effectively later. The channel is routed in the back for the obvious reason of creating a chase for pickup and switching wires. The channel on the underside of the top is only whisker deep and strictly for applying the shielding paint only where it needs to be. Also note the locating holes. Dowels keep the pieces from sliding around during glue up.

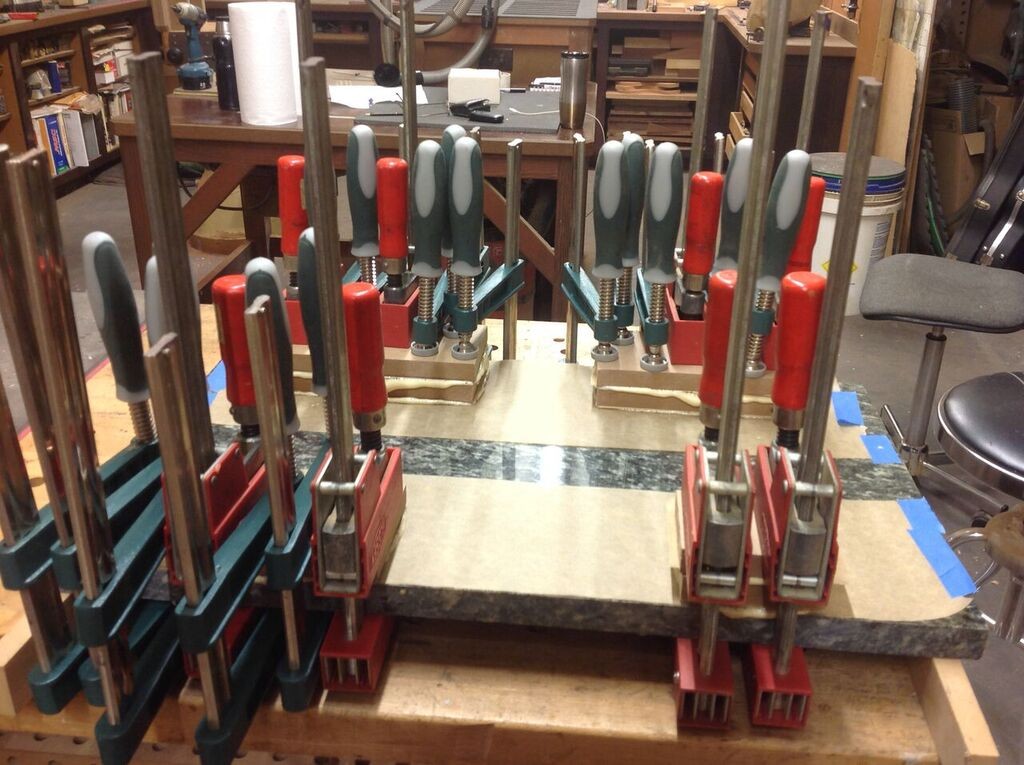
This is the body clamping setup I use.

I spend a fair bit of time and energy storing and preparing wood so that it stays perfectly flat. That can all be for naught if the clamping is not dealt with properly. The foundation here is the perfectly flat granite surfacing plate seen at the bottom. The clamping pressure is evenly dispersed on top by the doubled up 3/4″ plywood caul above the body and further so by the spruce clubs spanning the plywood and the oak club spanning the spruce clubs. This is a fairly quick setup and it insures proper glue distribution and keeps everything perfectly flat. Keeping things perfectly flat makes future jig registration easier and more positive, therefore making for more accurate results.
Here are A couple of bodies all glued up. I use urea formaldehyde glue for this step.

This is an old stock korina two-piece body being glued up. This is for a Certified 7 so hot hide glue is the choice here.
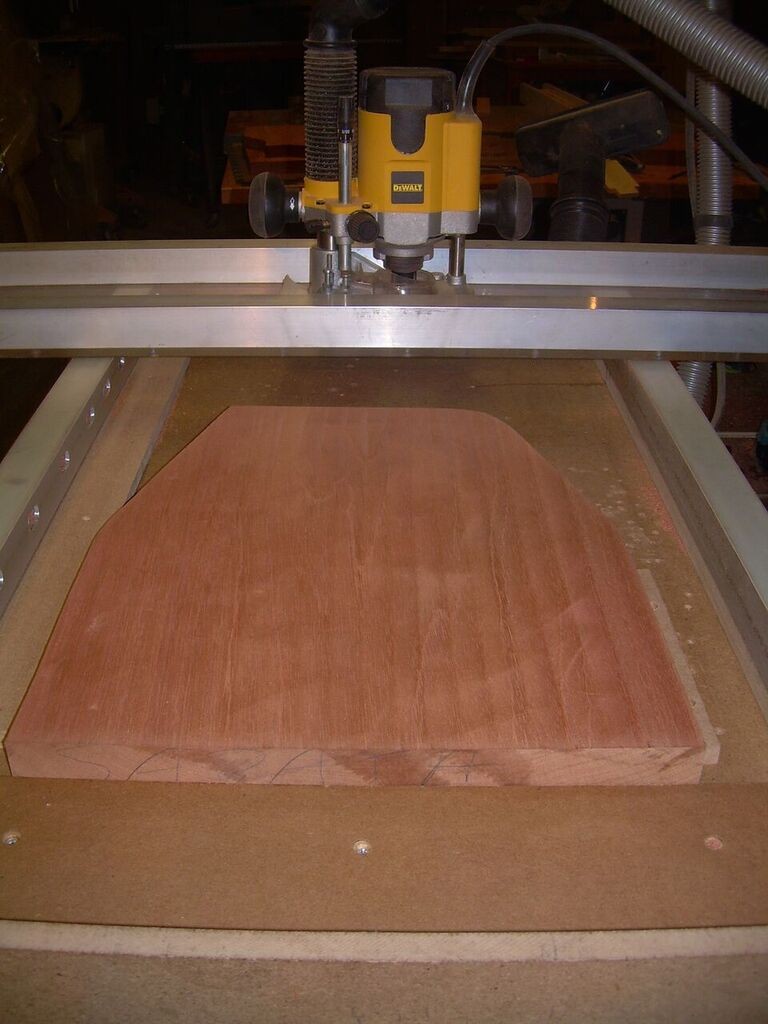
The shape is cut out by close cutting on the bandsaw and finishing the edge with a flush trim spiral router bit on the router table. Here is the body, cut to shape.

The thru tenon neck design of The Meridian series requires a different treatment. The sides are glued to the full length neck blank and then the top is glued on to the body/neck chassis. These photos are of a semi hollow body. The body has been hollowed with a bowl and tray bit, which leaves a flat bottom and gentle radius at the corner.

This guitar will be getting a Graph-tech GHOST piezo bridge pickup. The customer wants a guitar with no cavity covers and needs some room for the preamp and battery, so the cavity is routed under the pickups.

The underside of the graduated top is carved on the duplicarver (more on this later), sanded and ready to be glued to the neck/body chassis.

Before glueing I finish all exposed parts of the interior of the guitar. This insures balance in the finished product and should be done whenever possible.
Here is a Meridian solid body, all glued up and cut to size. The fretboard is on there because I couldn’t help myself.

Now it’s time for electronics cavities and here’s how I do it. The jig is made of 3/8″ plexi, as are most of my jigs. Very durable, and see thru helps. Double stick carpet tape holds them down just right. Holes are drilled in the jig, perpendicular to the inner perimeter, screws are slipped into the holes with the heads protruding slightly. These protruding screw heads create the little bumps in the cavity necessary for the cover plate screws.





The first main cavity is cut with a 3/8″ endmill and a 3/4″ bushing installed in the baseplate of the router. This is where I get to see the wiring chase created earlier.

The coverplate recess is created by changing to a 1/2″ bushing, setting the endmill to a 1/8″ depth and removing the screws from the jig

Here’s the cavity, all set.

On single cut guitars with the selector switch on the upper bout I use the same method with a different jig.

You can see in the above photos that the back edge has been rounded over with a 1/2″ radius. I will carve leg and belly cuts later. In the below photo is a Meridian solid body. The back edge has a 2″ radius contoured edge all around the perimeter. The router burn at the heel will easily sand out when the neck gets finish carved.

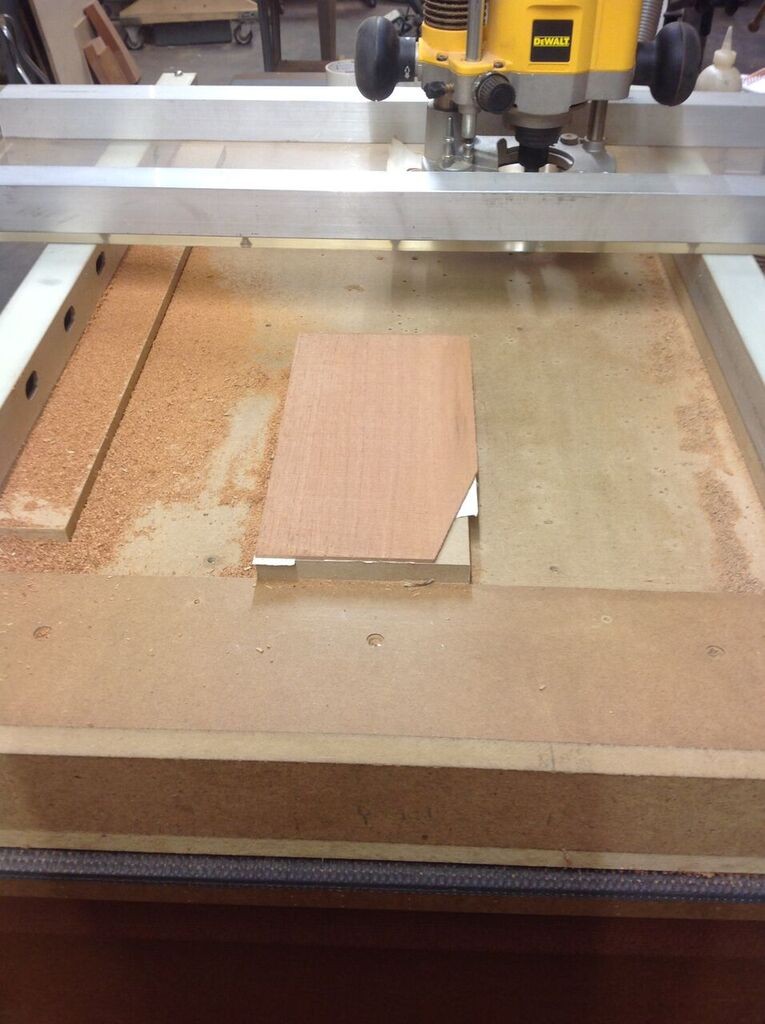
I hate plastic and avoid using it whenever possible. For control cavity covers I use cutoffs from the body to make matching wood ones. In order to avoid the covers eventually becoming Pringles or cracking, I laminate them to 16 ga aluminum sheet. This keeps them flat, stable and crack resistant. Here are the cut offs from this batch, resawn to rough thickness along with the aluminum sheets.

The resawn pieces then go to the router skimmer to get them down to a consistent thickness of roughly 1/16″.
Here is the glue up. Pieces are stacked on perfectly flat granite surfacing plate and ample amounts of both PU glue and clamps do the job here.
Here they are, glued up and ready to be band sawn, trim routed, drilled and countersunk.

Whenever possible, the cover veneer comes from a slice taken directly from the back off-cut of the guitars body. Like this…

Now it’s time to carve some tops. These days I do this with a shop made dupli-carver.

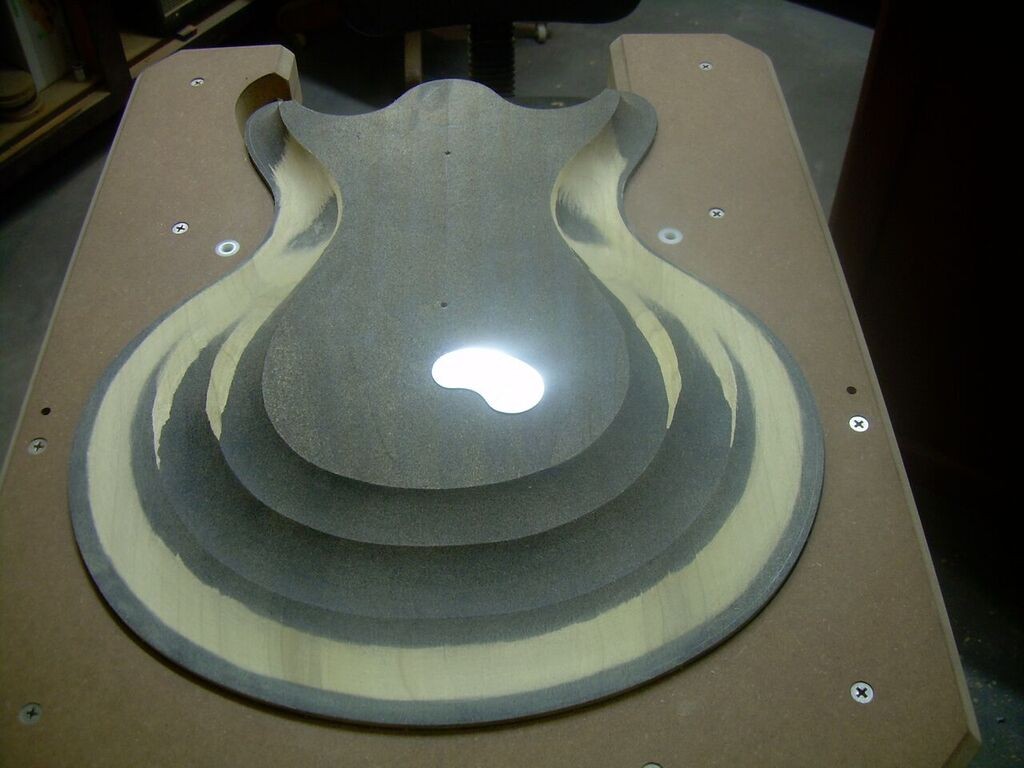
You can see how I used to do it by hand with the carving of the master templates. Here goes… Notice the contours at present. These are routed with a big panel raising bit, with a bearing that rides 4 different contoured patterns at different depths. The pre-routing not only removes a large portion of the waste, it also provides some carving guidelines. The black spray paint keeps me in check in regards to where I have and haven’t carved.

In the above shot you can see the fiddle planes used to do the heavy stock removal. Also seen is a small french curve scraper I made from a big french curve scraper, this is what really smoothes the surface

More carving gets me closer…
…and closer…

…until there isn’t a flat spot left

Here is the master for the offset double cut.

And the single cut.

So, here is a Tasmanian tiger myrtle top ready to be carved into a Contemporary single cut. The master template has been glued into a tight fitting mdf mold and coated with thinned down epoxy to seal and harden it.

Same guitar in the middle of the rough out pass. The rough out pass is at full depth minus 1/16″ or so with roughly 1/4″ spacing.

The finish pass is done at full depth with roughly 1/16″ spacing. This extra pass takes a little extra time but it minimizes tear out and just makes for more accurate, predictable and consistent results. Extra time on the carver is paid off with less time sanding and that’s more than an even trade any day.

Carving is done!

Here’s the body, carved and sanded with naptha applied. I love this top! Lots of interesting things happening in this piece of wood.

This is a shot of a Certified 7. Very clear depiction here of the difference in cleanliness between the rough and final pass.

The same top, carved, sanded and naphtha applied.

Here is another Certified 7. Note the ivoroid binding is already installed. Some builders will install this after the carve. I find it easier to do so before hand. Any mess made with the glue is a non-issue and there is no need to scrape the binding to final dimension because the carver does it for me.

The same top carved and sanded with naptha applied.

Here are some some of the underbelly of the graduated top semi hollow body getting carved. The overlay template on top of the master carving template limits the X and Y axis travel, enabling me to use the master carving template for hollow and semi hollow models.
Part way through the finish pass.

All carved, ready for sanding.

And here are shots of the Meridian solid and semi hollow body. Again, I couldn’t help from putting the fretboards on.



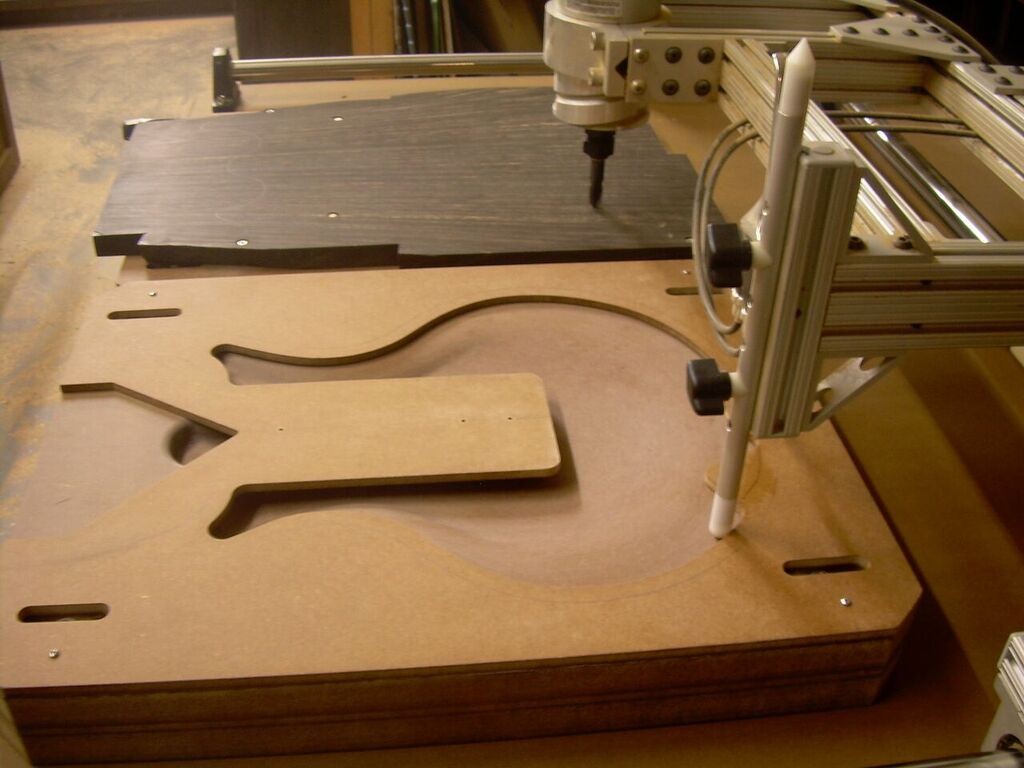
Now it’s time to do sound holes in The Meridian semi hollow body. This guitar gets traditional f-holes. This is the jig I made to do this, already affixed to the guitar.

When doing any router operation, there are 2 major factors that must be accounted for…friction and vibration, both are the enemy. Particularly so in an operation as delicate as this and even more so when working with a wood as brittle and fracture prone as ebony. In order to tame these factors, precautions should be taken. In order tame the friction issue, I wax the base of the router and keep the jig surface and router base free of debris. The vibration issue is the real concern. I made the template out of 3/16″ plexi. I chose a thinner material than usual here because the thicker the template, the farther the bit projects from the router. Farther bit projection means more runout and more runout means more vibration.
The guitar is shimmed tight into the cradle, and the template is screwed to the guitar, then clamped excessively to the cradle(screw holes will vanish when the pickup holes are routed). Of all the factors, proper bit choice is probably the most crucial element. I use 2 flute, down cut bits with a 30 degree helix, made by Onsrud. High speed, slow feed…painfully slow feed. Here is a shot taken part way through the first pass. The first pass is done with a 5/16″ bushing in the router baseplate and a 1/8″ bit.

You can see that each f-hole is cut out in 2 pieces. I do this to minimize the “wildcard” effect of the drop piece. The smaller the drop, The less chance for the unknown. Here it is after routing the second section of both f-holes. The hoses are a surgical tubing vacuum used to get the debris out of the body.

One more clean up pass is done with the same 5/16″bushing in the baseplate, but with a 3/16″ bit in the router. The first pass can be a little bit choppy(especially with this hard and brittle ebony), so the 1/16″ bit increase translates to a .03125″ cleanup pass, which leaves a practically flawless surface on the edge.

Here is a close up of what the f-holes look like now. The router and jig have done a great job of getting me this far, but this method doesn’t allow for great definition in the inside corners and outside points. The inside corners are left with the radius of the router bit and the outside points are left rounded over. If you look back at the other photos you may be able to see that I accounted for some extra “meat” on the jig to create a little “nub” in these areas so I can fuss them in later.
These are the tools used to fuss in the details. The knife is a single bevel knife and, with a few well placed “pushes” into the inside corners, these are defined with relative ease. The other tools are just different shaped sanding sticks. I sand the “nubs” down until they too, are well defined.

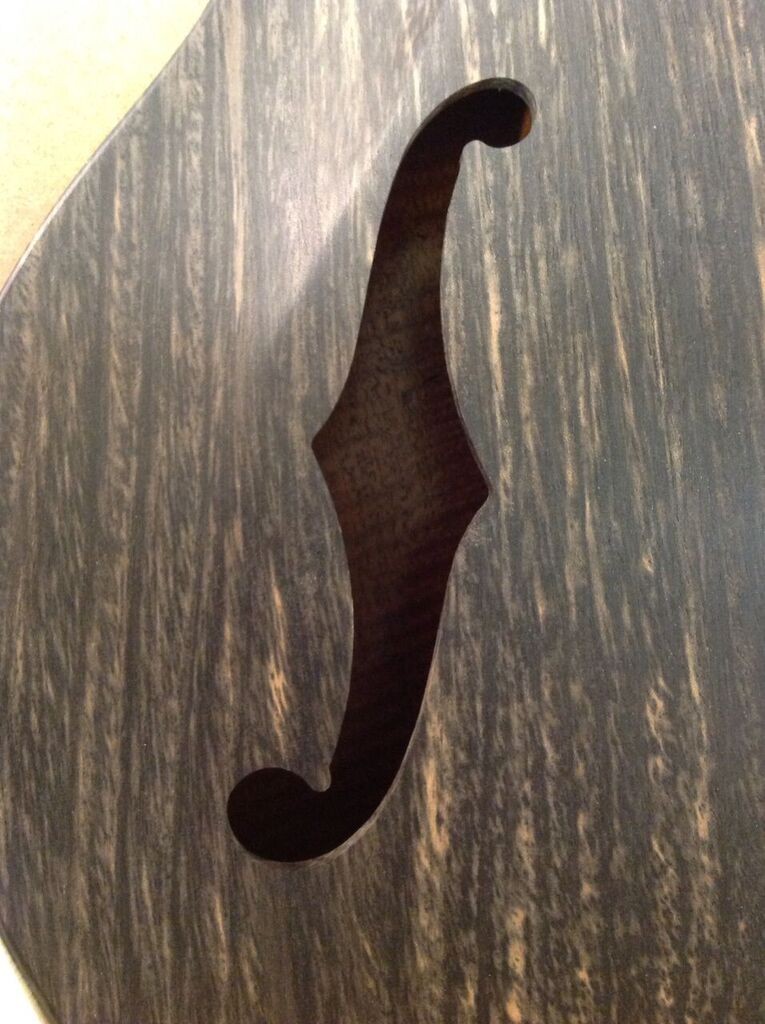
Here is a well defined f-hole.

And here it is, all done.

On some Certified 7 and Contemporary models I carve comfort contours on the back of the guitar. The contours aid in the ergonomics of the guitar, both when sitting and standing. Here are before and after shots.


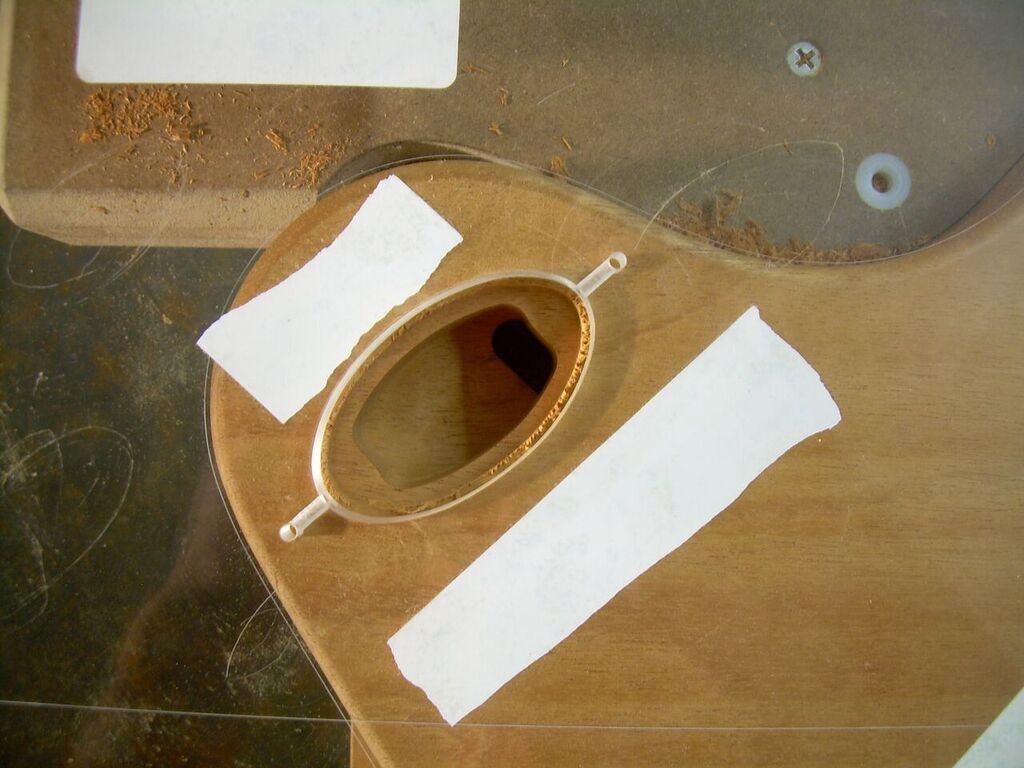
Now it’s time to make recesses for the electronic components. I install input jacks at an acute angle pointing towards the end-pin. This is a tricky step, but it provides extra comfort in the sitting position and automatically creates a loop in the cord for wrapping around the strap when playing standing up. I use Fischman jacks with a modified tele style cup mounting plate for this.

Here is the drilling jig I use to start this off. The 1/2″ drill is guided by a drill guide bushing insuring proper placement and trajectory of the hole.

The 1/2″ hole is sized for the body of the input jack. Now I have to create a recess to accommodate the mounting cup. I do this with a 7/8″ counterbore.

Here is the hole with counterbore. Nice and clean.


All the surface mounted components(pots, toggles and switches) come next. With carved top instruments there are two ways to go about installing this stuff. One is to drill perpendicular to the back of the instrument, so the hardware registers properly to the underside of the electronics cavity. This method makes the pot shaft come out at a screwy angle in relation to the carved top, so the design then requires a recess to be carved away from the pot shaft on the face of the instrument. I prefer to maintain the uninterrupted purity of the arch, bringing me to the other method, which is to drill perpendicular to the arch.

This method leaves the back of the components not making proper contact to the underside of the electronics cavity. I use counterbores here as well. The pilot of the counterbore tracks the trajectory of the drilled hole and leaves a nice flat surface, perpendicular to the shaft of the potentiometer.

Time for the neck mortise. Here is the router jig used to create the mortise. The plexiglass template has a cutout with the same taper as the neck.

Achieving a very tight fitting joint is imperative here. I do the first several passes with a 3/8″ bit and a 3/4″ bushing. The final passes are done with a 1/2″ bit and a slightly undersized(by .030″) 3/4″ bushing. This bushing is carefully wrapped with copper foil tape(.002″ thick) until it measures slightly greater than 3/4″.by stripping layers, or partial layers of tape I can creep up to a perfect fitting joint .002″ at a time. Below is a shot of the taped bushing installed on the router

On the final pass, I shim the back of the router base up a bit to lean the router foreword just the slightest bit. By doing this, the end of the mortise becomes slightly larger at the top while the sides of the mortise remain square. This creates a self tightening joint. The taper of the neck will tighten itself as the neck advances into the mortise. Here’s a Contemporary with the neck mortise cut.

Here is the body, mated dry, with its partially completed neck. This needs to be a very tight fitting joint with no gaps.


The neck should seat into the mortise tight enough so that the body won’t drop, or even budge, when held like this!

Now it’s time to rout for pickups… Here is a Certified 7 before routing. I dry fit the neck here so the tenon part of the neck gets routed at the same time.

Here is the humbucking pickup router jig. The jig is set at the angle of the neck so that the pickups are parallel with the strings.

Pickups cavities are routed.
Same system, set up for P-90’s with a different jig.
These guitars are all fitted with either a Pigtail wraparound bridge or a Graph-Tech Reso-max wraparound bridge. Both bridges require a 7/16″ stud bushing. After very careful measuring, I drill for these with this jig outfitted with hardened drill guide bushings.

The woodwork is done!

⇐ Previous Page Θ Next Page ⇒
